
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

A műanyag zsugorodási sebességet és a módosítási módszereket befolyásoló tényezők
A műanyag zsugorodási sebességet befolyásoló tényezők
1.Materiális befolyás:
(1) Anyagtípus: A különböző műanyag típusok eltérő zsugorodási sebességgel rendelkeznek (lásd az 1. táblázatot).
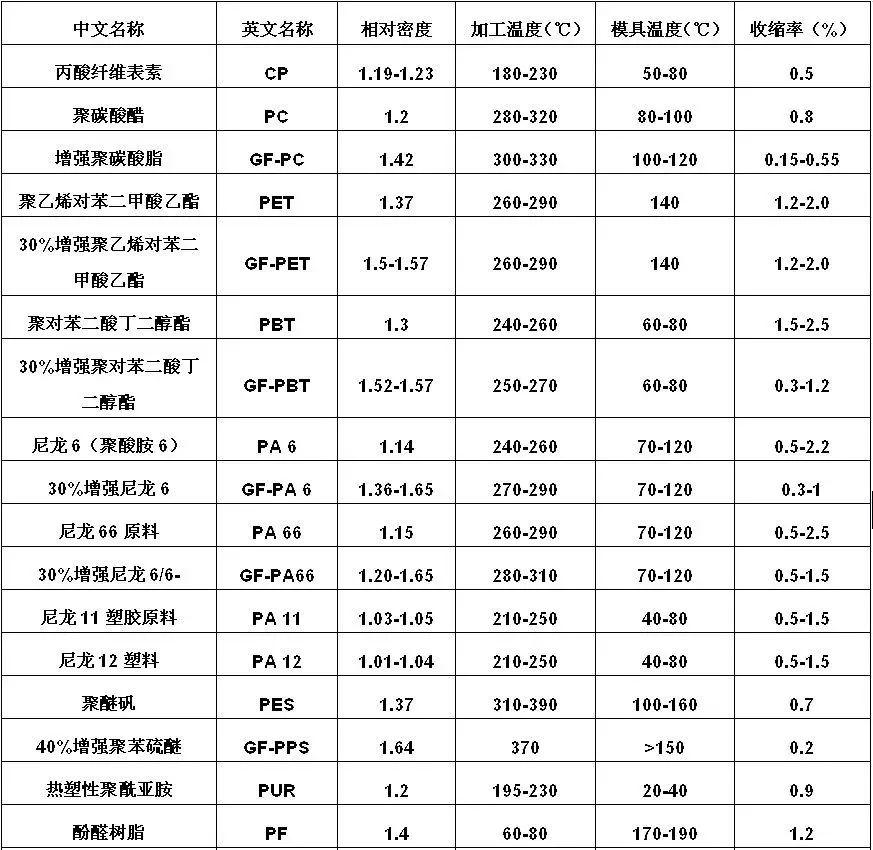
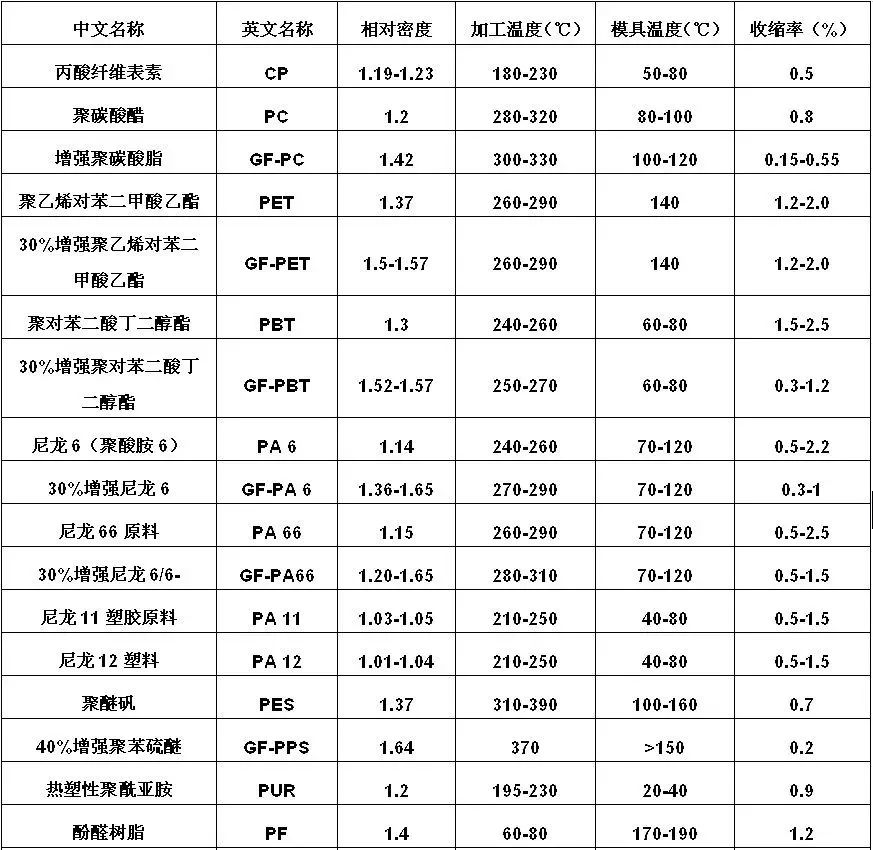
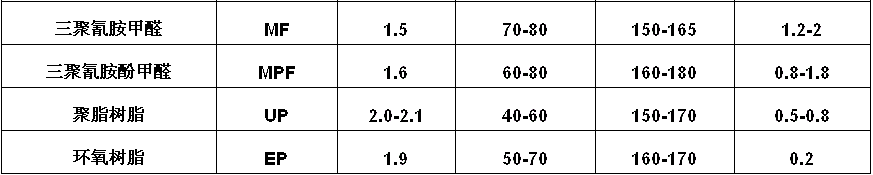
Az 1. táblázatból látható, hogy a hőre lágyuló műanyagok körében a 40%üvegszál-megerősített PPS-nek a legalacsonyabb a zsugorodási sebessége (0,2%), míg a hőszalonok között az epoxi-gyantának a legalacsonyabb a zsugorodási sebessége (0,2%). A fluoroplasztika a legnagyobb zsugorodási sebességgel rendelkezik, körülbelül 6%-ig elérve; ezt követi az alacsony sűrűségű polietilén (LDPE), a maximális zsugorodási sebesség 5%.
(2) Anyag kristályosság: Ugyanazon anyag esetében az alacsonyabb kristályosság kisebb zsugorodási sebességet eredményez. A különféle befolyásoló tényezők közül a gyanta kristályosság foka a legjelentősebb hatással van a zsugorodásra.
(3) Anyagmolekulatömeg: Ugyanazon anyag esetében a magasabb molekulatömeg kisebb zsugorodási sebességhez vezet. Ugyanazzal a molekulatömegű, de jobb áramlással rendelkező gyanták alacsonyabb öntési zsugorodást mutatnak.
(4) Anyag módosítása: Egyéb gyanták, elasztomerek vagy töltőanyagok hozzáadása az alapgylanshoz csökkenti annak zsugorodási sebességét. A gyanta zsugorodási arányának különbségei nagyban befolyásolják az alkatrészek dimenziós pontosságát az olvadékfeldolgozás során. A nagy pontosságú műanyag alkatrészek előállítása érdekében alacsony zsugorodási sebességgel rendelkező gyantákat kell használni. Például a PP-gyantának zsugorodási aránya 1,8%–2,5%, és csökkenése növekszik a molekulatömeg csökkenésével, ami megnehezíti a nagy pontosságú PP-alkatrészek előállítását.
2. A folyamat behatolása:
(1) Állandó öntési hőmérsékleten a növekvő befecskendezési nyomás csökken a zsugorodást.
(2) A tartási nyomás növelése csökken a zsugorodás.
(3) Az olvadékhőmérséklet emelése kissé csökkenti a zsugorodást.
(4) A magasabb penészhőmérséklet növeli a zsugorodást.
(5) A hosszabb tartási idő csökkenti a zsugorodást (a zsugorodást nem befolyásolják a kapu megszilárdulása után).
(6) A hosszabb illatos hűtési idő csökkenti a zsugorodást.
(7) A magasabb injekciós sebesség általában növeli a zsugorodást (kisebb hatás).
(8) Az öntés zsugorodása nagy, a zsákmány utáni kicsi; A benyújtás utáni első két napban jelentős, és kb. Egy hét után stabilizálódik.

3.A struktúra befolyásolása:
(1) A vastag falú alkatrészek nagyobb zsugorodással rendelkeznek, mint a vékonyfalú alkatrészek.
(2) A betétekkel rendelkező alkatrészek alacsonyabb zsugorodással rendelkeznek, mint a betétek nélküli alkatrészek.
(3) Komplex formájú alkatrészek alacsonyabb zsugorodással rendelkeznek, mint az egyszerű alakú alkatrészek.
(4) A hosszúságú zsugorodás kevesebb, mint a vastagság irányában a zsugorodás.
(5) A belső lyukak nagy zsugorodást mutatnak, míg a külső tulajdonságok alacsony zsugorodást mutatnak.
4.Mold szerkezeti befolyás:
(1) A nagyobb kapu mérete csökken a zsugorodás.
(2) A kapu irányára merőleges zsugorodás csökken, a kapu irányával párhuzamos zsugorodás növekszik.
(3) A kaputól távolabbi területek alacsonyabb zsugorodással rendelkeznek, mint a kapu közelében.
(4) A penész által korlátozott alkatrészek alsó zsugorodása, a nem korlátozott szakaszok nagyobb zsugorodást mutatnak.
Módosítási módszerek a műanyag zsugorodási sebesség csökkentésére
1.A szálas kitöltés:
A szálak tartalmaznak különféle szervetlen és szerves szálakat. Az üvegszál bevétele példaként, ha a 35% üvegszál hozzáadása a PP -gyantához 1,8% -ról (kitöltött) 0,5% -ra csökkentheti a zsugorodási sebességét. Az utóbbi években kifejlesztett hosszú üvegszál -megerősített műanyagok előnyöket kínálnak a zsugorodásszabályozásban, alacsony és következetes zsugorodási sebességet mutatva mind longitudinális, mind keresztirányban.
2.Arganikus töltőanyag kitöltése:
A szervetlen töltőanyagok közé tartozik a talkum, a kalcium -karbonát, a bárium -szulfát, a csillámpor, a wollastonite és a montmorillonit stb.
(1) A töltőanyag alakja: A különböző formájú töltőanyagok eltérően befolyásolják a zsugorodást, a hatékonysági sorrend: pehely> tű-szerű> granuláris> gömb alakú. Például a pelyhes montmorillonit és a csillám jelentősen csökkenti a kompozit zsugorodást.
(2) Töltő részecskeméret: Ugyanazon töltőanyag esetén a kisebb részecskeméretek nagyobb hatással vannak a zsugorodás csökkentésére. Például a Talk-kitöltött PP-ben (20% Talc + 8% POE), mivel a talkum részecskemérete 1250 hálóról 5000 hálóra növekszik, a zsugorodási sebesség 1,05% -ról 0,8% -ra csökken.
(3) Töltőkezelés: A töltőanyag felszíni kezelése javítja annak zsugorodási csökkentését. Például, a 10% -os talkummal töltött ABS azt mutatja, hogy csökken a 0,48% -ról 0,42% -ra, amikor a talkumot aluminátcsatlakozó szerrel kezelik.
(4) Töltőanyag -terhelés: Ugyanazon töltőanyag esetén a nagyobb terhelés a zsugorodási sebesség nagyobb csökkenését eredményezi.
3. A kristályosság eldukciója:
(1) Kristályosodás-redukáló szerek hozzáadása: Az általánosan használt kismolekulájú vegyületek, amelyek megzavarják a molekuláris szabályosságot és akadályozzák az olvadék állapotában a molekuláris mozgást, ezáltal csökkentve a kristályosságot.
(2) Egyéb gyanták hozzáadása: Kis mennyiségű LDPE vagy HDPE keverése a PP -be megzavarhatja a kristályosodást a feldolgozás során. Nem kristályos gyanták, például PS, ABS, PMMA vagy PC is hozzáadhatók.
4. Az elasztomerek beadása:
Az elasztomerek, például a POE, az EPDM és az SBS hozzáadhatók. Ha az elasztomer tartalma 5%alatt van, akkor a PP zsugorodás csökkentésére gyakorolt hatása hasonló. Az 5% -os tartalom felett a hatékonyság típusonként különbözik, a zsugorodás csökkentési sorrendje: POE> EPDM> SBS (összhangban a PP -re gyakorolt erősítő hatással). A szervetlen töltőanyagok és elasztomerek kombinálása a PP -ben jobban csökken a zsugorodás csökkentését.
5.Kémiai oltási módosítás:
A PP graft módosítása csökkentheti kristályosságát, ezáltal alacsonyabb zsugorodási sebességet érhet el.



