
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

A laboratóriumi értékek megértése: A színek olvasásának valódi módja – Három alapvető paraméter a színkülönbség szabályozásához a műszaki műanyagokban
„Elfogadható-e a 2,1-es ΔE a koloriméteres jelentésben vagy sem?”
"Az ügyfél azt mondja, hogy a Lab-értékek ki vannak kapcsolva, de a színek szinte ugyanazok számomra."
Ezeket a kérdéseket műszaki csapatunk minden nap hallja. A műszaki műanyagiparban a színkülönbséget már nem csak szabad szemmel ítélik meg. Legyen szó autóbelső alkatrészekről, 3C elektronikai házakról vagy ipari szerkezeti elemekről, az ügyfelek szinte mindig mellékelnek egy színkülönbség elfogadási szabványt, amely egyértelműen kimondja: ΔE ≤ 0,5, L, a, b értékekkel a megadott tűréshatárokon belül.
Tehát pontosan mi az L, a és b? És miért megbízhatóbbak, mint a szemrevételezés? Ma ezt a három paramétert a műszaki műanyaggyártás nyelvén magyarázzuk el.

I. A szín „koordinátarendszere”: a laboratóriumi színtér
Képzelje el, hogy egy hely pontos meghatározásához a térképen hosszúsági, szélességi és magassági fokra van szüksége. A Lab színtér a színek „háromdimenziós koordinátarendszere”.
A Nemzetközi Világítási Bizottság (CIE) 1976-ban alapította, és továbbra is a színmérés globális aranystandardja. Ebben a háromdimenziós térben bármely szín egyedileg elhelyezhető egy koordinátakészlettel (L, a, b).
• L érték (Lightness): 0 és 100 között van. L=100 tiszta fehér, L=0 tiszta fekete. A műszaki műanyagoknál a szürkéssé váló fekete rész vagy a sárgás színű fehér rész lényegében az L érték változását jelenti.
• egy érték (vörös-zöld árnyalat): A pozitív értékek pirosat, a negatív értékek zöldet jeleznek. Amikor egy égésgátló ABS, amelynek élénkvörösnek kell lennie, „halvány téglavörössé” válik, valószínűleg az érték a probléma.
• b érték (Yellow-Blue hue) : A pozitív értékek sárga, a negatív értékek kéket jeleznek. A b érték a legérzékenyebb paraméter – az olyan anyagok, mint a PBT, a PC és a nylon, hajlamosak a sárgulásra a magas hőmérsékletű feldolgozás során. Amikor a b érték pozitívan eltolódik, az alkatrész láthatóan „sárgává válik”.
II. Három szám, három gyakori „színkülönbség-tünet”
A gyártási területen gyorsan diagnosztizáljuk a kiváltó okokat a laboratóriumi értékek változásán keresztül:
1. Nagy eltérés az L értékben – Rögzítse az anyagállapot és a formázási folyamat ellenőrzését.
• Magas L érték (túl fehér/halvány): Lehetséges, hogy alacsony a formázási hőmérséklet vagy nem elegendő titán-dioxid a színkeverékben.
• Alacsony L érték (túl sötét): Lehetséges anyagromlás (túlzottan magas hőmérsékletnek való kitettség) vagy rossz penészszellőzés.
2. Nagy eltérés egy értékben – Rögzítse az anyagösszetétel ellenőrzését.
• Pozitív értékeltolás (vöröses): Gyakori az égésgátló anyagokban, ahol az égésgátló magas hőmérsékleten lebomlik, ami a színezőanyag elszíneződését okozza.
3. Nagy eltérés a b értékben – A szárítási feltételek és a befecskendezési hőmérséklet ellenőrzésének prioritása.
• A b érték pozitív eltolódása (sárgás): A leggyakoribb ok a túlszáradás vagy a túl magas olvadékhőmérséklet. A nylon anyagok különösen érzékenyek – a 0,5-ös b-érték eltolódás szabad szemmel láthatóan „sárgás” lesz.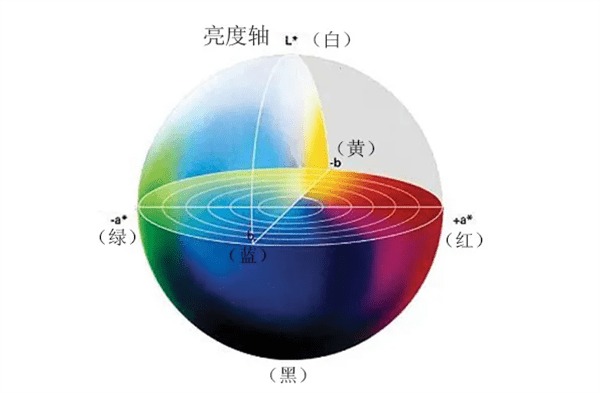
III. Mi az a ΔE? Miért nem hagyatkozhatunk egyedül az ΔE-re?
ΔE az L, a és b dimenziók összesített eltérése, a következőképpen számítva:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Egyetlen számot használ a „teljes színkülönbség” összegzésére, megkönnyítve a gyors döntést. A probléma azonban a következő: Ugyanaz a ΔE nagyon különböző színeltéréseket jelenthet.
Például:
• A eset: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (kicsit túl fehér)
• B eset: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (eltérések mindhárom irányban)
Mindkettőnek majdnem ugyanaz a ΔE, de a B eset „összetettebb”, és szabad szemmel „sárosabbnak” tűnhet. Ezért a professzionális színkülönbség-szabályozásnak figyelembe kell vennie mind a ΔE-t, mind az egyéni tűréseket. Az autók belső részeinek általános szabványa: ΔE < 1,0, |ΔL|-vel < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Honnan származik a színkülönbség? Négy közös forrás
Az ügyfelek kiszolgálása során szerzett több éves tapasztalat alapján a színkülönbségek fő forrásai négy kategóriába sorolhatók:
1. Anyagtétel-változtatás – A műszaki műanyagok különböző tételeinek alapszíne enyhe eltéréseket mutathat. Még ugyanazon minőség esetében sem ritka a tételenkénti b-érték 0,3–0,5 közötti ingadozása a POM esetében.
2. A szárítási folyamat ellenőrizhetetlen – Az olyan anyagok, mint a nylon, a PET és a PC érzékenyek a nedvességre. Az alul- vagy túlszárítás sárgulást okozhat. Egy esetben egy kezelő a szárítási hőmérsékletet 80 °C-ról 100 °C-ra emelte, aminek következtében a b-érték 1,2-ről 2,8-ra ugrott, és egy teljes tételt selejtezett.
3. A fröccsöntési folyamat eltolódása – Az ellennyomás, a csavar sebessége, a fröccsöntés sebessége, a tartási nyomás, a formahőmérséklet stb. kis változásai megváltoztathatják az olvadékáramlást és a kristályosodási viselkedést, befolyásolva a szín megjelenését. Az üvegszál erősítésű anyagok különösen érzékenyek.
4. Mérési környezeti különbségek – A különböző színmérők, fényforrások, mérési nyílások, vagy akár a kezelő által alkalmazott nyomás befolyásolhatja a leolvasást. A vásárlóknak és a beszállítóknak meg kell állapodniuk az egységes mérési szabványban (pl. D65 megvilágító, 10°-os megfigyelési szög).
V. Következtetés: A szín kezelhető
A műszaki műanyagokban a szín már nem rejtély. A három L, a és b szám a „szerintem rossz a szín” szubjektív érzést objektív tényté alakítja: „L érték 0,6-tal meghaladja a tűréshatárt, b érték 0,8-al.” A színkülönbségek négy forrásának megértése segít megelőzni a problémákat, mielőtt azok előfordulnának.



